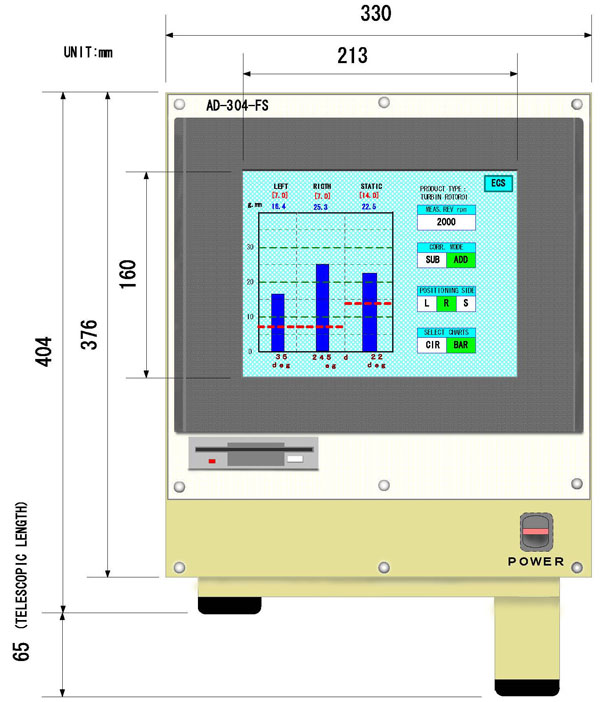
左図は手動バランシングマシンの外観です。非常に小型で使い勝手本意の設計です。 主な特徴、仕様は次の通りです。
-
計測に分解能16ビットADC採用
-
回転用モータはACサーボ(200W) 採用
-
ソフトウエアサーボによる高速位置決め
-
計測スタンドは最大4台まで接続可能
-
TFT液晶表示
-
表示選択(極座標、バーグラフ切り替え)
-
タッチパネルの採用
-
操作は手元機械スイッチ
 ;
;
 ;
;
 ;
;